英文题目:Welding Path Planning for Steel Box Bridge Panel Unit with Multiple Ribs Based on Improved RRT Algorithm
中文题目: 基于改进RRT算法的多肋钢箱桥面板单元焊接路径规划
作者:Shitong Hou, Mingyang Wu, Baijian Wu, Youliang Ding, Jian Zhang, Lei He
作者单位: 河海大学、东南大学、西南交通大学、长安大学
期刊:Journal of Computing in Civil Engineering(IF 5.2 新锐二区,JCR Q2)
发表时间:2025年12月31日
链接:https://doi.org/10.1061/JCCEE5.CPENG-6449
引文格式:Hou S, Wu M, Wu B, et al. Welding path planning for steel box bridge panel unit with multiple ribs based on improved RRT algorithm[J]. Journal of Computing in Civil Engineering, 2025, 39(6): 04025091.
01 全文速览大型桥梁建设需要大量预制钢构件,焊接效率和精度直接影响工程进度和质量。目前,钢箱桥面板单元的焊接仍以人工示教为主——每次更换工件都要重新编程,耗时耗力,更谈不上智能自主作业。
河海大学联合多所高校提出了一套完整的焊接路径规划方案,专门针对带有多道横纵肋的钢箱桥面板单元。他们首先根据龙门焊接机器人的作业范围对大型构件进行工作区域划分,然后引入约束度概念规划焊接顺序以控制焊接变形,最后提出了一种改进的RRT算法用于局部无碰撞路径规划。
图1 展示了龙门焊接系统的整体工作流程:从3D激光扫描获取工件位置信息,到计算机控制系统生成虚拟模型,再到路径规划和运动控制(对应论文 Fig. 1)。
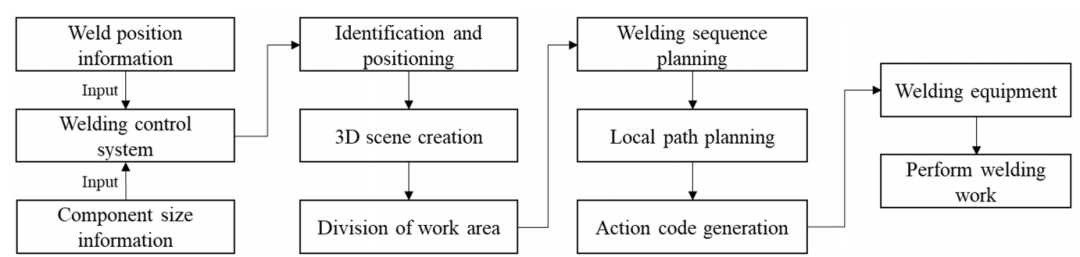
图 1 龙门焊接系统工作流程
改进的RRT算法在RRT*和RRT-connect的基础上,加入了自适应采样空间和采样点选择机制。实验结果表明,在复杂场景下,改进算法相比RRT和其他增强算法,路径成本降低约30%,时间成本降低约70%,且规划结果更加稳定。
核心亮点:
✅区域划分+工作站精简:15个工作站覆盖全部焊缝,数量减到最少
✅约束度引导焊接顺序:从中心向外焊,应力释放更合理
✅自适应采样空间:把搜索范围限制在起终点附近,效率大幅提升
✅多点采样择优:每次采样10个点,选离垂直平面最近的那个,路径更短
✅双树生长+重连优化:融合RRT-connect和RRT*的优势,兼具效率和最优性
02 研究内容🏗️2.1焊接对象:5×3米的钢箱桥面板单元
图2 展示了本文的焊接对象:一块约5×3米的钢箱桥面板单元,由底板和多道横纵肋板组成,肋板与底板、横纵肋相交处均为连续对称角焊缝。
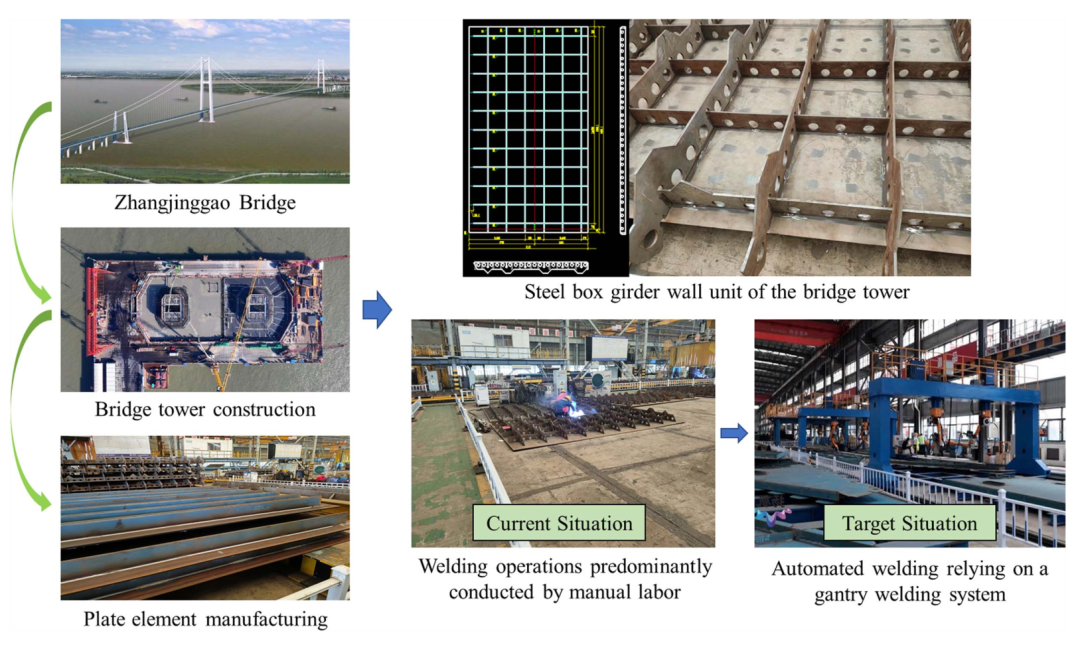
图 2 面板单元组件
焊接目标是一块约5×3米的钢箱桥面板单元,底板上有若干横向和纵向肋板。所有肋板与底板的接触处、以及横纵肋的交叉处,都是连续对称角焊缝。这种构件目前主要靠人工焊接,辅以机械辅助。
📐2.2工作区域划分:15个工作站覆盖全部焊缝
龙门焊接机器人固定在某个位置时,只能覆盖下方一定范围内的焊缝。因此,需要将整个面板单元划分为若干工作区域,确定机器人需要停靠的工作站位置。
图3展示了工作站点的初步确定过程:将每条焊缝的端点作为候选工作站,确保所有焊缝都被覆盖。
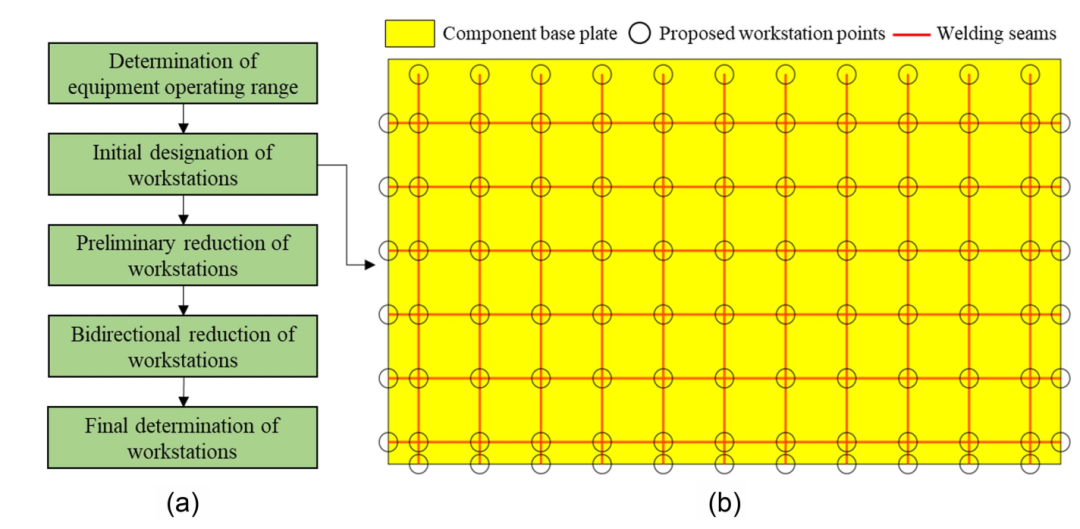
图 3 工作站点的初步确定
图4和 图5展示了工作站点的精简过程:通过水平方向和垂直方向两步约简,将工作站数量从初期的几十个减少到15个,同时保证所有焊缝仍在覆盖范围内。
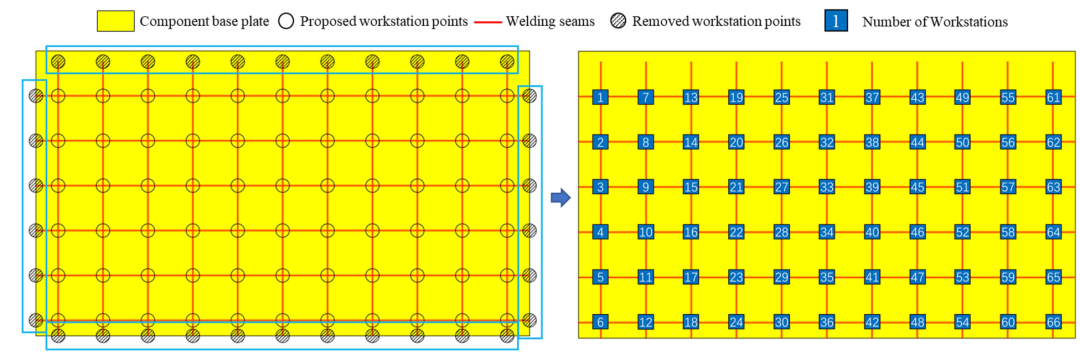
图 4 工作站点的初步缩减
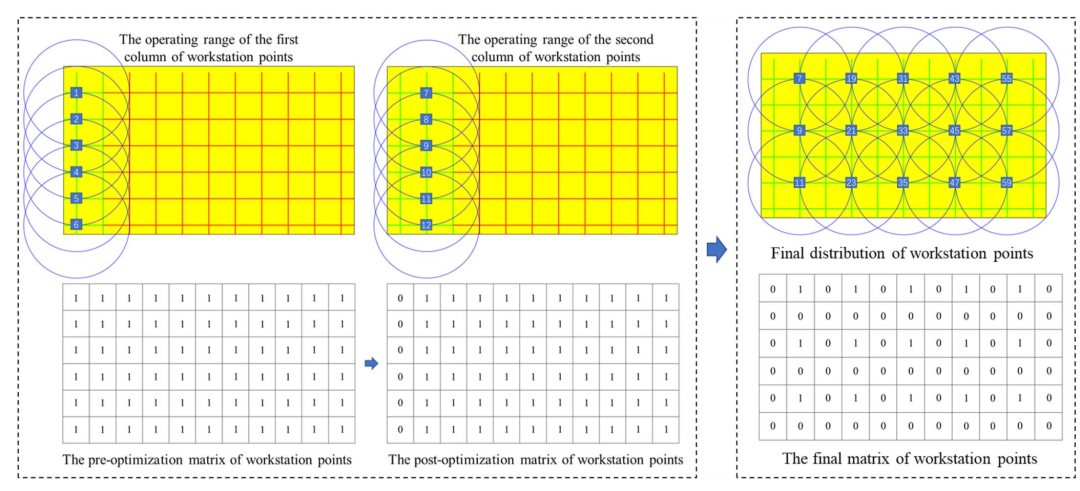
图 5 工作站点的最终删除结果
🔗2.3焊接顺序规划:约束度决定优先级
在实际生产中,焊接顺序直接影响焊接变形。通常的原则是从中心向外焊,这样应力可以得到充分释放。
图6展示了约束度(Degree of Constraint, DOC)的概念。一个端点的约束度定义为周围已经焊好的相邻焊缝数量。约束度越高的端点,焊接优先级越高。
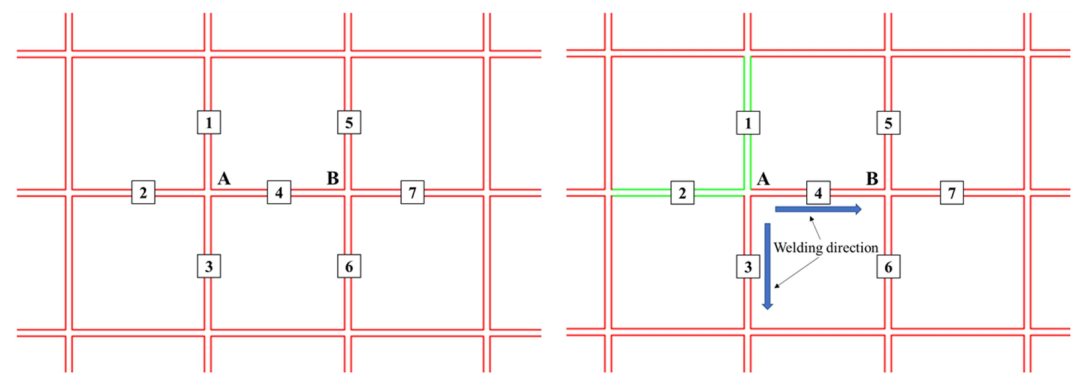
图 6 约束度概念示意图
图7和 图8展示了第一工作区的焊接过程:从中心点开始,焊完相邻四对焊缝后,约束度更新,选最高约束度端点继续,直到区域内所有焊缝完成。
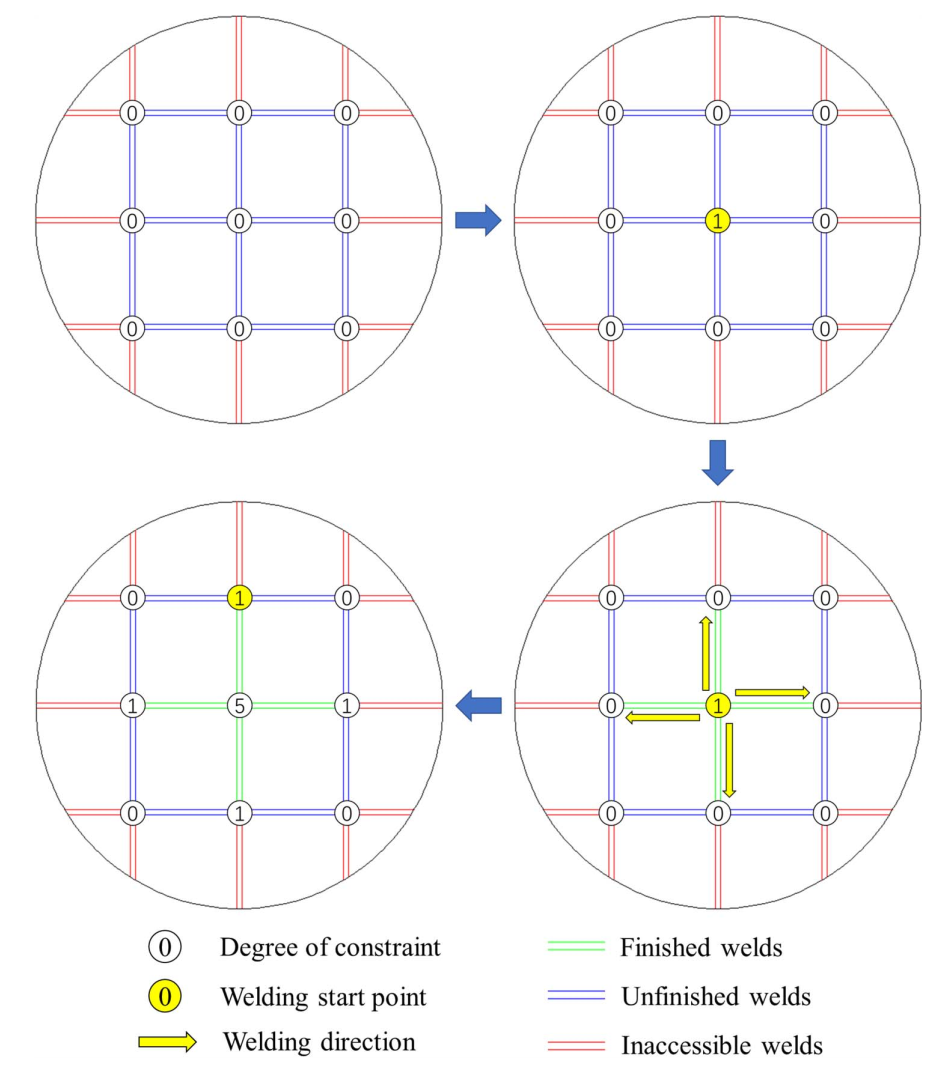
图 7 第一工作区焊接过程示意
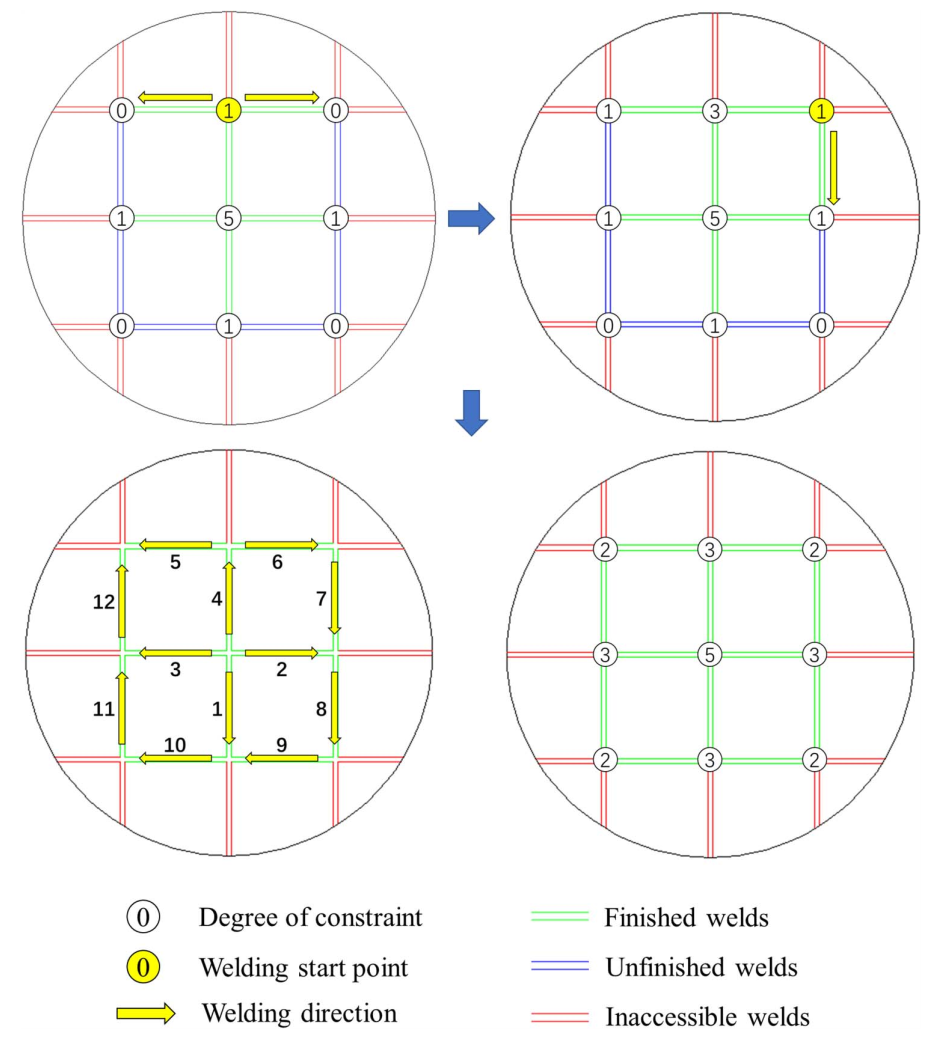
图 8 第一工作区焊接序列规划结果
图9展示了工作区域本身的遍历序列规划流程。15个工作站的访问顺序也是从中心向外,分五轮完成。
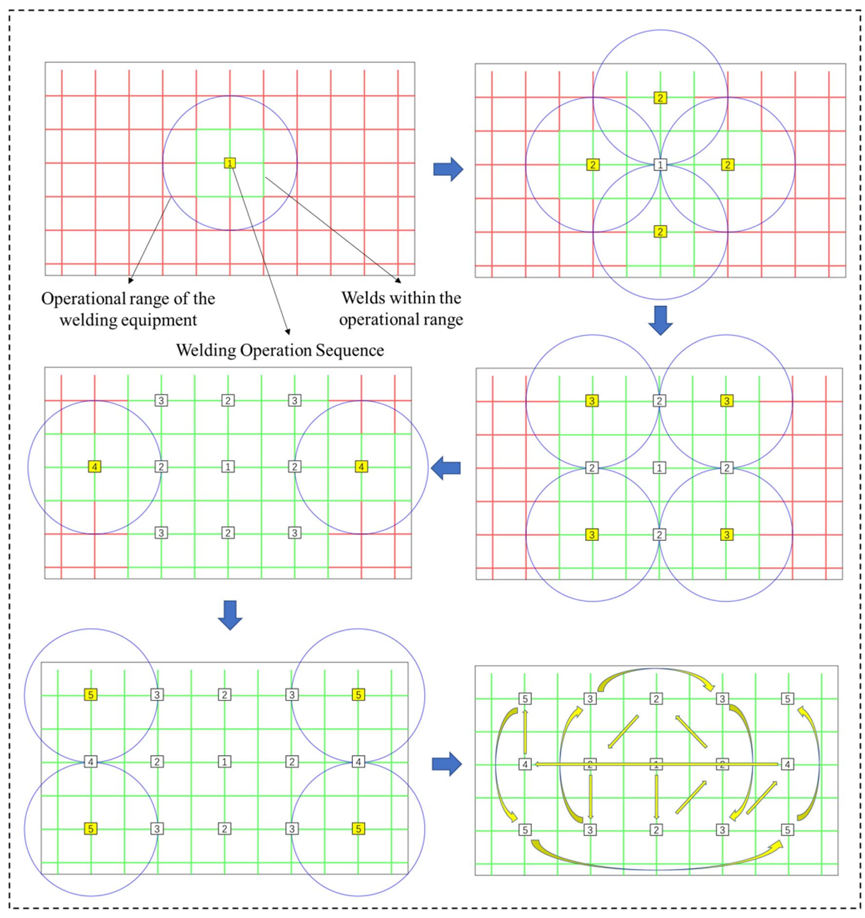
图 9 工作区域遍历序列规划流程图
🤖2.4局部路径规划:改进的RRT算法
在完成焊接顺序规划后,接下来需要在两段焊缝之间规划无碰撞的过渡轨迹。这是本文的核心贡献——改进的RRT算法。
算法1 给出了改进RRT的伪代码。算法的核心结构如下:
1.初始化:从起点




2.自适应采样:采样空间不再覆盖整个自由空间



自适应空间的边界由起终点的坐标和扩展值e决定:

图10展示了自适应采样空间的示意图。传统RRT在整个空间内采样,节点分散、无效扩展多;改进方法将采样范围收窄到起终点附近,大幅提升搜索效率。
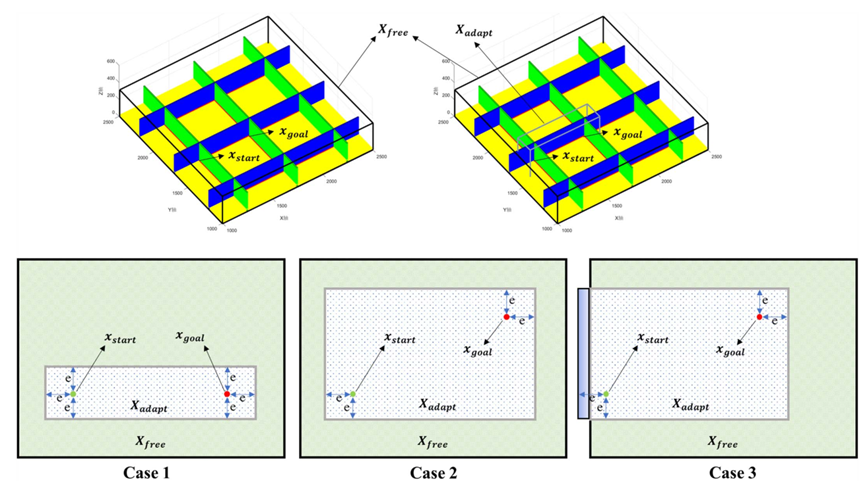
图 10 自适应采样空间示意
3.多点采样择优:每次采样N个点(本文 N=10),计算每个点到过起终点且垂直于底板平面的垂直平面的偏移距离 Od:

选择Od最小的点作为本次扩展的随机点

4.扩展与重连:后续操作与RRT和RRT-connect相同——在



5.交换生长:每轮迭代后交换两棵树,使两棵树交替生长,加快汇合速度。
图11展示了焊接工作空间的3D模型,包括底板、肋板等障碍物。
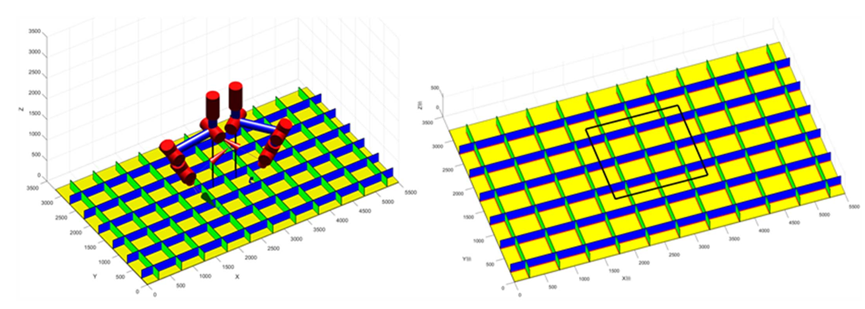
图 11 焊接工作空间
图12展示了场景1中4种算法的局部路径规划结果。可以看出,传统RRT、RRT*和RRT-connect的部分节点偏离起终点较远,导致路径偏长;改进RRT的路径集中在起终点附近,路径更短(对应论文 Fig. 16)。
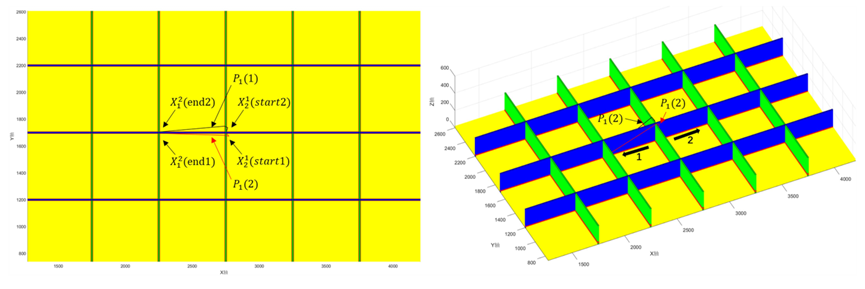
图 12 场景1局部路径规划结果对比
📊2.5实验验证:路径成本降低30%,时间降低70%
图13展示了两个实验场景。场景1有12对焊缝,场景2有10对焊缝,障碍物分布密集。
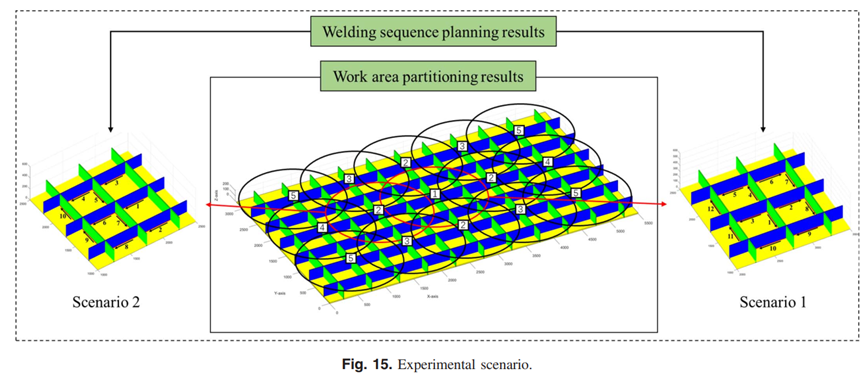
图 13 实验场景
表1 汇总了4种算法在两个场景中各运行20次的对比结果。改进RRT的平均路径成本在场景1中为1.67×10^4,相比RRT(2.38×10^4)、RRT(2.07×10^4)、RRT-connect(3.07×10^4)分别降低30%、19%、46%;平均运行时间2.9秒,相比RRT(7.3秒)、RRT*(15.4秒)、RRT-connect(12.1秒)分别降低60%、81%、76%。场景2的结果趋势一致。
表1 不同算法的比较
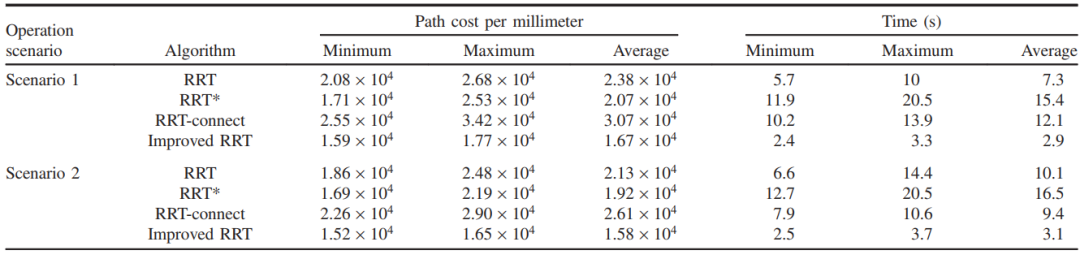
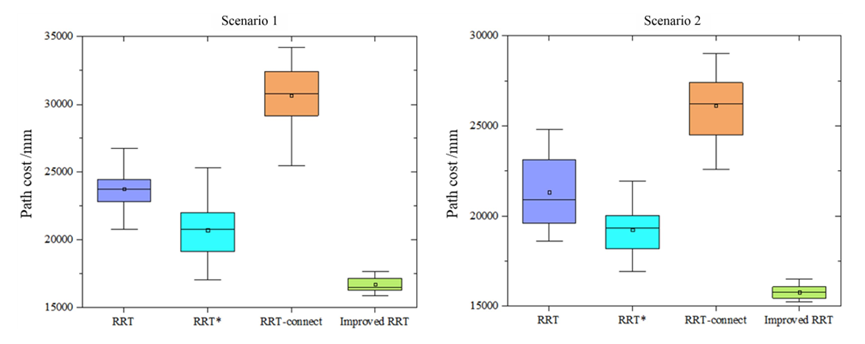
图 14 不同算法路径成本箱线图
图14的箱线图进一步显示,改进RRT*的路径成本波动范围最小,说明规划结果最稳定。
图15展示了最终规划出的面板单元整体焊接路径,覆盖了所有工作区域和焊缝。
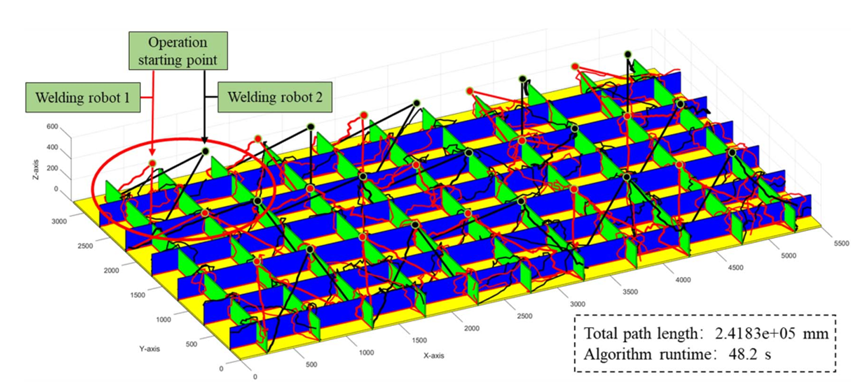
图 15 面板单元整体焊接路径
03 创新点①从工程问题出发的三段式规划框架
不同于纯理论研究的路径规划,本文提出了一个完整的工程解决方案:区域划分→顺序规划→局部路径。每个环节都有明确的输入输出和优化目标,可直接部署到实际生产系统中。
②约束度:把焊接工艺知识量化成算法规则
“从中心向外焊”在人工操作中是经验法则,但要让机器自动执行,需要量化。约束度这个概念巧妙地解决了这个问题——它把焊缝之间的依赖关系转化成了端点的优先级数值,规则简单、计算高效、结果合理。
③自适应采样空间:把3D搜索降成2D
焊接路径规划中,机器人的高度方向自由度主要用于避障,起终点的高度差通常不大。改进算法把采样空间的水平范围限制在起终点附近,垂直方向保持不变。这个策略让采样点更集中在有用区域,避免了大量无效扩展。
④多点采样+偏移距离最小化
传统RRT每步只采一个随机点,方向随机性大,路径容易“绕远”。改进算法每步采10个点,选离“起终点垂直平面”最近的那个。这个选择准则的物理含义很直观:让路径尽量贴着起终点连线走,只在需要避障时才偏离。
⑤双树生长+重连优化,兼得效率和最优性
RRT-connect的双树结构保证了搜索效率(两棵树相向生长,汇合快),RRT的重连机制保证了渐进最优性(路径会随着采样增加不断优化)。改进算法把两者结合起来,还额外加了采样空间限制,形成了一个在效率、最优性和稳定性上都更优的混合体。
04 总结与展望这篇工作的最大价值在于把路径规划算法真正嵌入了工程流程。它不是在一个抽象的3D空间里做路径搜索,而是先回答了“机器人在哪里停”“先焊哪条缝再焊哪条缝”这些实际生产中必须先解决的问题,然后再做局部轨迹规划。这种系统性思维在学术论文中不多见,但对工程落地至关重要。
改进的RRT算法也很有启发。自适应采样空间和多点采样择优这两个改进,本质上都是在用少量计算换取搜索方向的引导——不改变RRT的随机采样本质,但通过限制采样范围和偏好选择,让随机性更多地服务于目标方向。这个思路可以迁移到其他基于RRT的应用场景中。
从实验数据看,路径成本降低30%、时间降低70%的改进幅度相当可观,而且箱线图显示结果稳定性也更好。这意味着改进算法不仅平均表现好,而且“翻车”的概率更低——这对工业应用来说可能比平均性能更重要。
未来研究将聚焦于以下几个方向:
🔸焊接变形的定量建模:目前焊接顺序对变形的影响是定性地用“约束度”规则处理,后续可以结合有限元仿真建立焊缝顺序→变形量的映射模型,用优化算法直接搜索最优顺序。
🔸多机器人协同避碰:本文假设双臂的焊接任务按区域划分互不干扰,但实际作业中两臂可能在边界区域同时作业,需要加入实时的避碰策略。
🔸传感器融合+实时重规划:目前的规划基于CAD模型,假设环境完全已知。实际焊接中可能出现工件定位误差、热变形、意外障碍物等情况,需要激光扫描或视觉反馈进行在线路径修正。
🔸机器学习引导采样:可以用历史规划数据训练一个采样分布预测器,让随机点更多地出现在“有希望”的区域,进一步减少无效扩展。
声明:本文仅供学术交流,版权归原作者所有。如有错误或侵权,请联系更正或删除,欢迎留言探讨。